

Methodi compositionis pro profilis aluminii in constructione adhibitis plerumque compositionem ponderationis et compositionem theoreticam includunt. Compositio ponderationis ponderanda producta profilorum aluminii, materiis involucrorum inclusis, et solutionem secundum pondus reale multiplicatum per pretium per tonnam computat. Compositio theoretica computatur multiplicando pondus theoreticum profilorum per pretium per tonnam.
Dum ponderatio componitur, discrepantia est inter pondus actu ponderatum et pondus theoretice calculatum. Multae sunt causae huius discrepantiae. Hic articulus imprimis differentias ponderis a tribus factoribus ortas investigat: variationes in crassitudine materiae basalis profilorum aluminii, differentias in stratis curationis superficialis, et variationes in materiis involucrorum. Hic articulus disserit quomodo hos factores moderari possint ad deviationes minuendas.
1. Discrepantiae ponderis ex variationibus crassitudinis materiae basis ortae
Differentiae sunt inter crassitudinem actualem et crassitudinem theoreticam profilarum, quae differentias inter pondus ponderatum et pondus theoreticum efficiunt.
1.1 Computatio ponderis secundum variationem crassitudinis
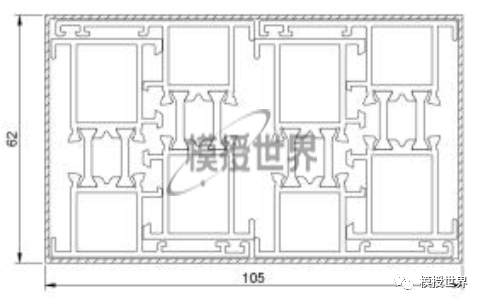
Secundum normam Sinensem GB/T5237.1, pro formis quorum circulus externus 100mm non excedit et crassitudo nominalis minor est quam 3.0mm, deviatio altae praecisionis est ±0.13mm. Exemplo formae fenestrae crassitudinis 1.4mm sumptae, pondus theoreticum per metrum est 1.038kg/m. Cum deviatione positiva 0.13mm, pondus per metrum est 1.093kg/m, differentia 0.055kg/m. Cum deviatione negativa 0.13mm, pondus per metrum est 0.982kg/m, differentia 0.056kg/m. Computando pro 963 metris, differentia est 53kg per tonnam, vide Figuram 1.
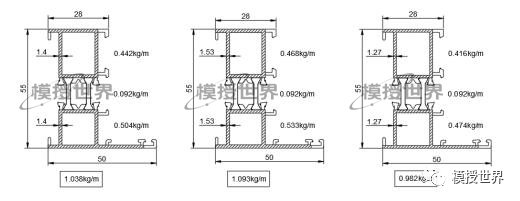
Notandum est illustrationem tantum variationem crassitudinis sectionis nominalis 1.4 mm considerare. Si omnes variationes crassitudinis in rationem ducantur, differentia inter pondus ponderatum et pondus theoreticum esset 0.13/1.4 * 1000 = 93 kg. Existentia variationum in crassitudine materiae basis profilorum aluminii differentiam inter pondus ponderatum et pondus theoreticum determinat. Quo propius crassitudo actualis est crassitudini theoreticae, eo propius pondus ponderatum est ponderi theoretico. In productione profilorum aluminii, crassitudo paulatim augetur. Aliis verbis, pondus ponderatum productorum ab eadem formarum serie productorum initio levius est quam pondus theoreticum, deinde fit idem, et postea fit gravius quam pondus theoreticum.
1.2 Methodi ad deviationes moderandas
Qualitas formarum aluminii est factor fundamentalis in moderando pondere per metrum formarum. Primo, necesse est stricte moderari cingulum laboris et dimensiones processus formarum ut crassitudo producta requisitis respondeat, cum praecisione intra 0.05mm regulata. Secundo, processus productionis moderandus est per administrationem celeritatis extrusionis rite et peragendam sustentationem post certum numerum transituum formae, ut stipulatum est. Praeterea, formae curationem nitridationis subire possunt ut duritia cinguli laboris augeatur et augmentum crassitudinis tardetur.
2. Pondus Theoreticum pro Requisitis Crassitudinis Parietalis Diversis
Crassitudo parietis profilorum aluminii tolerantias habet, et clientes diversi diversas necessitates de crassitudine parietis producti habent. Sub requisitis tolerantiae crassitudinis parietis, pondus theoreticum variat. Generaliter, requiritur ut deviatio tantum positiva vel tantum negativa sit.
2.1 Pondus Theoreticum pro Deviatione Positiva
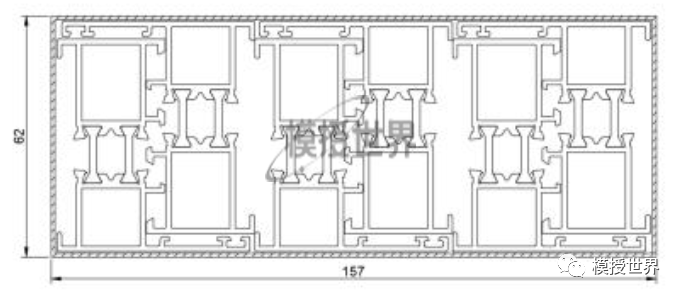
Pro profile aluminii cum deviatione positiva in crassitudine parietis, area critica oneris sustinens materiae basis requirit ne crassitudo parietis mensurata sit minor quam 1.4mm vel 2.0mm. Methodus calculi pro pondere theoretico cum tolerantia positiva est diagramma deviationis cum crassitudine parietis centrata delineare et pondus per metrum calculare. Exempli gratia, pro profile cum crassitudine parietis 1.4mm et tolerantia positiva 0.26mm (tolerantia negativa 0mm), crassitudo parietis ad deviationem centratam est 1.53mm. Pondus per metrum pro hoc profile est 1.251kg/m. Pondus theoreticum ad ponderationem calculandum est secundum 1.251kg/m. Cum crassitudo parietis profile est ad -0mm, pondus per metrum est 1.192kg/m, et cum est ad +0.26mm, pondus per metrum est 1.309kg/m, vide Figuram 2.
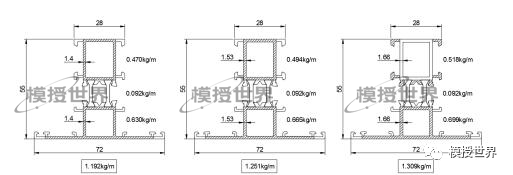
Crassitudine parietis 1.53 mm innixa, si sola sectio 1.4 mm ad deviationem maximam (deviationem Z-max) augetur, differentia ponderis inter deviationem positivam Z-max et crassitudinem parietis centratam est (1.309 – 1.251) * 1000 = 58 kg. Si omnes crassitudines parietum ad deviationem Z-max perveniunt (quod valde improbabile est), differentia ponderis 0.13/1.53 * 1000 = 85 kg esset.
2.2 Pondus Theoreticum pro Deviatione Negativa
In profilis aluminii, crassitudo parietis valorem definitum excedere non debet, quod tolerantiam negativam in crassitudine parietis significat. Pondus theoreticum hoc in casu ut dimidia deviatio negativa computandum est. Exempli gratia, pro profilo cum crassitudine parietis 1.4mm et tolerantia negativa 0.26mm (tolerantia positiva 0mm), pondus theoreticum computatur secundum dimidiam tolerantiae (-0.13mm), vide Figuram 3.
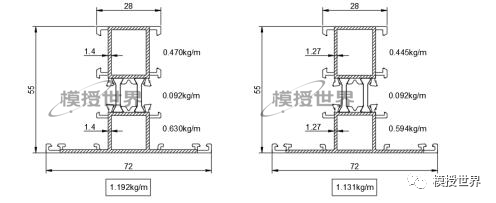
Crassitudo parietis 1.4 mm, pondus per metrum est 1.192 kg/m, cum crassitudo parietis 1.27 mm, pondus per metrum est 1.131 kg/m. Differentia inter haec duo est 0.061 kg/m. Si longitudo producti ut una tonna (838 metra) computatur, differentia ponderis erit 0.061 * 838 = 51 kg.
2.3 Methodus Computationis Ponderis cum Crassitudinibus Parietum Variis
Ex diagrammatibus supra, videri potest hunc articulum incrementa vel reductiones crassitudinis parietis nominalis adhibere cum crassitudines parietis diversas computat, potius quam eas omnibus sectionibus applicare. Areae lineis diagonalibus in diagramma repletae crassitudinem parietis nominalem 1.4 mm repraesentant, dum aliae areae crassitudini parietis fissurarum et pinnarum functionalium respondent, quae a crassitudine parietis nominali secundum normas GB/T8478 differunt. Ergo, cum crassitudo parietis adaptatur, focus praecipue in crassitudine parietis nominali est.
Variatione crassitudinis parietis formae durante remotione materiae, observatur omnes crassitudines parietum formarum novarum deviationem negativam habere. Ergo, si solae mutationes in crassitudine parietis nominali considerentur, comparatio magis conservativa inter pondus ponderis et pondus theoreticum obtinetur. Crassitudo parietis in areis non nominalibus mutatur et calculari potest secundum crassitudinem parietis proportionalem intra limitem deviationis.
Exempli gratia, pro producto fenestrarum et ianuarum cum crassitudine parietis nominali 1.4 mm, pondus per metrum est 1.192 kg/m. Ad pondus per metrum calculandum pro crassitudine parietis 1.53 mm, methodus calculi proportionalis adhibetur: 1.192/1.4 * 1.53, quod pondus per metrum 1.303 kg/m efficit. Similiter, pro crassitudine parietis 1.27 mm, pondus per metrum computatur ut 1.192/1.4 * 1.27, quod pondus per metrum 1.081 kg/m efficit. Eadem methodus ad alias crassitudines parietum adhiberi potest.
In casu crassitudinis parietis 1.4 mm, cum omnes crassitudines parietum adaptantur, differentia ponderis inter pondus ponderatum et pondus theoreticum est circiter 7% ad 9%. Exempli gratia, ut in diagramma sequenti demonstratur:
3. Differentia Ponderis a Crassitudine Strati Tractationis Superficialis Causata
Profilationes aluminii in constructione adhibitae vulgo oxidatione, electrophoresi, linimento per aspersionem, fluorocarbono, aliisque modis tractantur. Additio stratorum tractationis pondus profilationum auget.
3.1 Incrementum Ponderis in Oxidatione et Electrophoresis Profilibus
Post curationem superficialem oxidationis et electrophoresis, stratum pelliculae oxidi et pelliculae compositae (pelliculae oxidi et pelliculae picturae electrophoreticae) formatur, crassitudine 10μm ad 25μm. Pellicula curationis superficialis pondus addit, sed formae aluminii aliquid ponderis amittunt durante processu praeparationis. Incrementum ponderis non est significans, ita mutatio ponderis post curationem oxidationis et electrophoresis plerumque neglegibilis est. Plerique fabri aluminii formas tractant sine pondere addito.
3.2 Incrementum Ponderis in Profilis Pulveris Obducendis
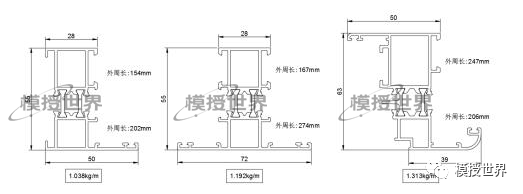
Profilationes pulveris obductae stratum pulveris obducti in superficie habent, crassitudine non minore quam 40μm. Pondus pulveris obducti cum crassitudine variat. Norma nationalis crassitudinem 60μm ad 120μm commendat. Genera pulveris obductorum diversa pondera pro eadem crassitudine pelliculae habent. Pro productis in magna copia productis, ut fenestrarum claustra, trabes fenestrarum, et cancellos fenestrarum, una crassitudo pelliculae in peripheria aspergitur, et data longitudinis periphericae in Figura 4 videri possunt. Incrementum ponderis post pulveris obductionem profilationum in Tabula 1 inveniri potest.
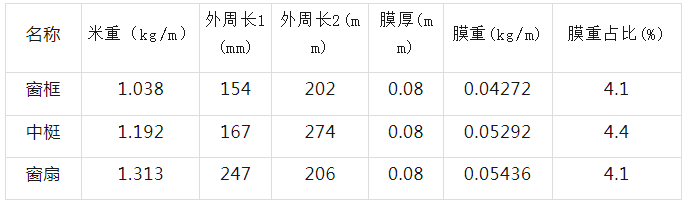
Secundum data in tabula, augmentum ponderis post applicationem pulveris in profilis ianuarum et fenestrarum circiter 4% ad 5% constituit. Pro una tonna profilorum, est circiter 40kg ad 50kg.
3.3 Incrementum Ponderis in Profilis Tegumentorum Fluorocarbonici Pulveris
Crassitudo media strati in formis fluorocarbonicis pigmentis nebulatis non minor est quam 30μm pro duobus stratis, 40μm pro tribus stratis, et 65μm pro quattuor stratis. Pleraque producta fluorocarbonica pigmentis nebulatis duobus vel tribus stratis utuntur. Propter varias varietates pigmentorum fluorocarbonicorum, densitas post curationem etiam variat. Exemplo pigmenti fluorocarbonici ordinarii sumpto, augmentum ponderis in sequenti Tabula 2 videri potest.
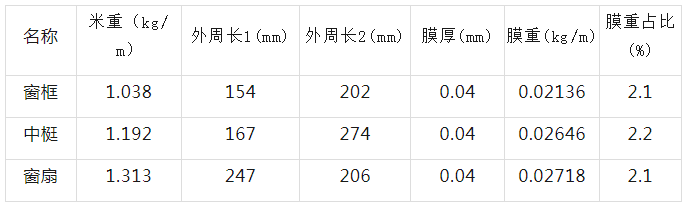
Secundum data in tabula, augmentum ponderis post applicationem pigmenti fluorocarbonici in profilis ianuarum et fenestrarum per aspersionem circiter 2.0% ad 3.0% constituit. Pro una tonna profilorum, circiter 20kg ad 30kg est.
3.4 Imperium Crassitudinis Strati Tractationis Superficialis in Productis Pulveris et Fluorocarbonis Pigmentis Pulveris Obductis
Imperium strati obducendi in productis pulveris pigmenti et fluorocarbonis pigmentis pulverizatis est punctum clavis moderationis processus in productione, imprimis stabilitatem et uniformitatem pulveris pigmenti vel pigmenti pulverizati e sclopeto pulverizatorio moderans, crassitudinem uniformem pelliculae pigmenti curans. In productione actuali, crassitudo nimia strati obducendi una ex causis est secundariae pulverizationis pigmenti. Etiamsi superficies polita est, stratum pulverizationis adhuc nimis crassum esse potest. Fabricatores imperium processus pulverizationis pulverizatae augere et crassitudinem pulverizationis pulverizatae curare debent.
4. Discrimen ponderis a modis involucri causatum
Profilationes aluminii plerumque involucris chartaceis vel pelliculis contractibilibus convasantur, et pondus materiarum involucrorum secundum modum involucri variat.
4.1 Incrementum Ponderis in Involucris Chartaceis
Contractus plerumque limitem ponderis pro involucris chartaceis definit, qui plerumque non excedens 6%. Aliis verbis, pondus chartae in una tonna profilorum non excedere debet 60kg.
4.2 Incrementum Ponderis in Involucro Pelliculae Contractilis
Incrementum ponderis propter involucrum pelliculae contractibilis plerumque est circiter 4%. Pondus pelliculae contractibilis in una tonna profilorum non debet excedere 40kg.
4.3 Influentia Styli Involucri in Pondus
Principium involucri profilorum est perfiles protegere et tractationem faciliorem reddere. Pondus unius fasciculi profilorum debet esse circiter 15kg ad 25kg. Numerus profilorum per fasciculum proportionem ponderis involucri afficit. Exempli gratia, cum profila fenestrarum in fasciculis quattuor partium cum longitudine 6 metrorum involucrum sunt, pondus 25kg est, et charta involucri 1.5kg ponderat, quod 6% repraesentat, vide Figuram 5. Cum in fasciculis sex partium involucrum est, pondus 37kg est, et charta involucri 2kg ponderat, quod 5.4% repraesentat, vide Figuram 6.
Ex figuris supradictis, videri potest quo plures figurae in sarcina, eo minorem esse ponderis partem materiarum involucri. Sub eodem numero figurarum per sarcinam, quo maius pondus figurarum, eo minor erit ponderis pars materiarum involucri. Fabricatores numerum figurarum per sarcinam et quantitatem materiarum involucri moderari possunt ut requisitis ponderis in contractu specificatis satisfaciant.

Conclusio
Ex analysi supradicta, discrepantia inter pondus verum ponderis profilorum et pondus theoreticum existit. Deviatio in crassitudine parietis causa principalis discrepantiae ponderis est. Pondus strati curationis superficialis relative facile regi potest, et pondus materiarum involucrorum regi potest. Differentia ponderis intra 7% inter pondus ponderis et pondus calculatum requisitis normae satisfacit, et differentia intra 5% est meta fabricatoris productionis.
Editum a Maia Jiang ex MAT Aluminum.
Tempus publicationis: XXX Septembris, MMXXIII



